
Star Prototype is a prototyping facility for doing short runs of products (in the tens) to develop the tool and verify the design and make iterations on the prototype before going to mass production. After working with Star, one is confident that the design and tools they have could be taken to a larger factory and used to produce thousands of units.
The factory is run by a successful Westerner Gordon Styles, who is adamant about quality control and using Western methods in his factory. Calling it a factory is a bit of a misnomer, though. It’s more like a spotless workshop, with knowledgeable employees at each station, responsible for their work and trained from the ground up. In many cases, Gordon specifically said he tried to hire new people who hadn’t been ruined by other factories and could be trained to do things correctly. He requires staff to only have limited overtime, and that is paid overtime, and they get longer breaks as well, and their dormitories are less packed. The staff are happier and better educated and more conscious of the client’s needs and quality control and safety. The equipment and work areas are well maintained, and there is special equipment to analyze materials to ensure that they are using the quality of product that they demand and aren’t being swindled by suppliers. They have facilities to develop and test all through the product development stage and can even crank out a few thousand parts if necessary. They have a list of manufacturers they recommend for higher volume work that also try to treat their employees ethically and with high standards.
Their Western style of engineering doesn’t come at Eastern prices, however. But the security and high quality during the product development is worth a lot when it comes to designing the tooling and materials that will be used for mass production, where the slightest flaw can cost hundreds or thousands of dollars.
We toured their main facility, which included rooms for polishing, painting, vacuum molding using silicone molds (expensive and only good for about 20 parts, but significantly cheaper than having a metal tool cut), lathes and CNCs, and a significant quality control facility. Then we took a short ride to a separate building which included the mills that are used to make the injection molding tools, and then the building next to it which used the tools inside the injection molds.
-

- Fish farms on the way home.

-

- The entrance to the Star Prototype facility.


-

- Staff work on the finish of the part to make sure it looks great.

-

- The painting room.

-

- A couple small molds and various cutting tools used to refine the mold or the parts.

-

- The mold with a recently completed part.

-

- An open silicone mold. The ridges on the outside help the two halves line up perfectly.

-

- A station for mixing up different colors of plastics to be made into parts.

-

- A bin of funnels. In the vacuum molding process, the plastic is melted and travels into the funnel and down a tube and into the silicone mold. The funnels get filled with the plastic and are used up.

-

- A table of tools of the trade.

-

- A CNC is used to cut out a plastic part.

-

- Two employees working at a lathe.

-

- Employees use an expensive laser scanner to examine a mold. They do this to either reproduce an existing mold or to verify that their mold or part is to spec.

-

- One of the tables of demo parts. This may have contained all defective parts, which the staff used as learning tools.

-

- A row of CNC machines used to drill plastic parts.

-

- Two tools used for sandblasting finishes onto parts.

-

- Shelves of silicone molds. After about 20 parts the silicone is fatigued and useless, and the material can't be recycled.

-

- Demonstrating the use of a special tool for determining the exact composition of metals. Used to verify sources in an industry fraught with forgery and sub-par materials.

-

- Blocks of various bits used in the prototyping process. These cut blocks of plastics.

-

- Another row of machines used to produce the molds.

-

- A row of CNC machines used to cut the molds.

-

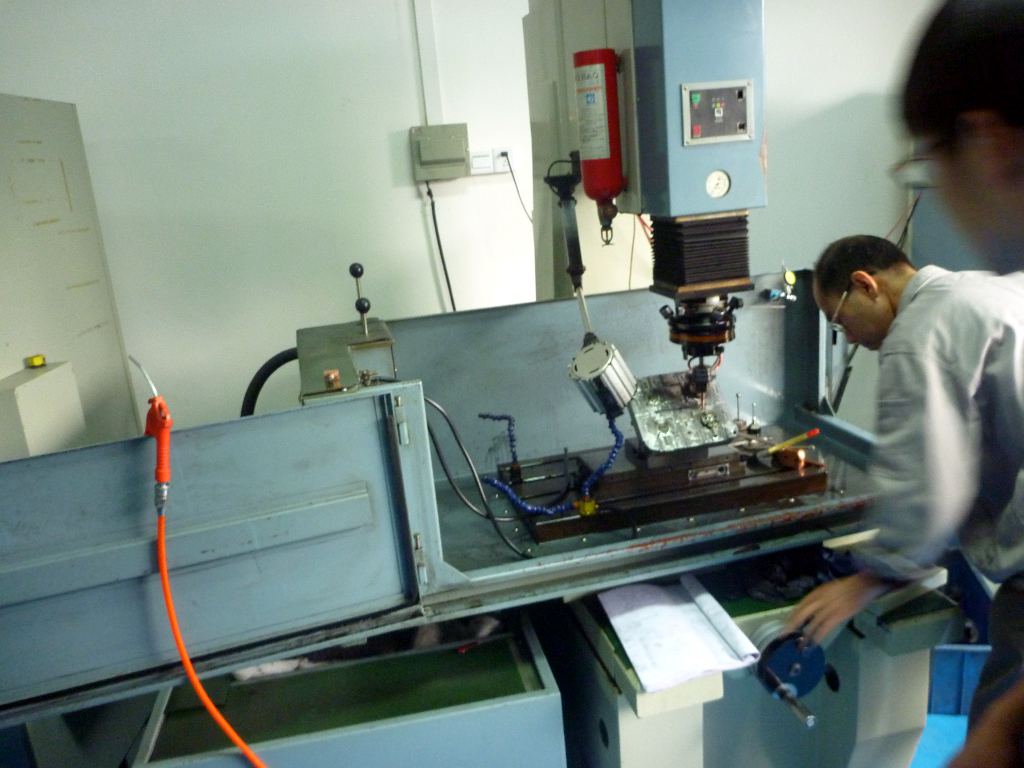
- An employee works on cutting the mold tool.
-

- A part being cut. The blue hoses are blowing air to remove the removed metal.

-

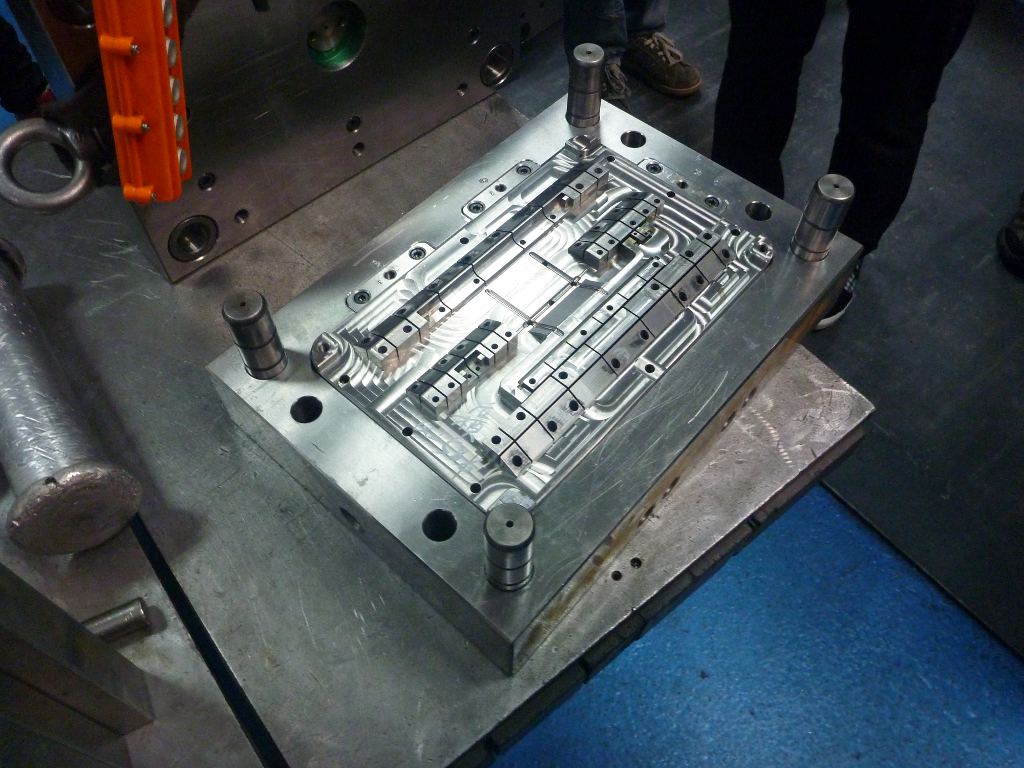
- The inside of one of the molds. There is intricate detail. This is a negative; the plastic will fill in these spaces, and the thin lines will be supporting ribs in the plastic.
-

- A palette of mold tools ready to be used. These things are extremely heavy, so they have hooks and are moved around by overhead cranes.

-

- The first few items in a run in a mold often don't come out right. This bin of rejects under the press were because the mold wasn't yet at the right temperature.

-

- A worker stands at a press and puts parts into a box. He pulls the next item out of the press, which is already cooled, clips the plastic runner off, verifies that it fits in the master part, and puts it in the box. Then he grabs the next part and repeats the process. The runners can be chipped and put back in the hopper, so injection molding has very little waste.

-

- Bins and bags of plastic chips that will be used for injection molding.

-

- A bunch of mold blocks sit ready to be used. Some of them won't fit in the Star Prototype molds and are outsourced to a 150 ton mold. These blocks contain both halves of the mold and the ejection pins.

-

- A handful of bare plastic pieces. The chips are mixed to get the right color. They will go in the hopper and become injection molded parts.

-

- An enormous injection molder. On the right is the hopper where the plastic chips are inserted. Then a giant heated screw moves and melts the plastic forward. The tool is next, then the hydraulic press holds the two halves of the tool together while the plastic is injected and cooled. Then the hydraulic part moves back and the pins push the part out.
